सिलाई मशीन पर धागे के तनाव को समायोजित करना

सीवन की गुणवत्ता मुख्य रूप से सिलाई मशीन तंत्र में दोनों धागों के तनाव पर निर्भर करती है। जैसे ही धागे को अधिक कमजोर या अधिक मजबूती से खींचा जाता है, पहले मामले में टांके शिथिल हो जाएंगे, दूसरे में - धागे, विशेष रूप से निचले वाले, फटे हुए हैं, और सीम के साथ काम अक्सर नाली के नीचे चला जाता है। "चेहरे" सीम का प्रदर्शन करते समय यह अस्वीकार्य है। इसलिए, सिलाई तंत्र में धागों का सही समायोजन इतना महत्वपूर्ण है।


नियामक के संचालन का उपकरण और सिद्धांत
रेगुलेशन सिस्टम, सिलाई रेगुलेटर, थ्रेड टेंशनर - यह सब एक ही मैकेनिज्म का नाम है, जो सीम की सुंदरता और समरूपता के लिए जिम्मेदार है। यदि डिवाइस की स्थिति दोषपूर्ण है, तो यह सिलाई सीमों में विफलताओं का कारण बनता है, अर्थात्: धागे टूट जाते हैं, गांठें बन जाती हैं, रेखा लूप हो सकती है। कभी-कभी नीचे का धागा टूट जाता है, वे शीर्ष धागे के साथ स्थान बदल सकते हैं, सीवन क्षेत्र में कपड़ा ओवरटाइट हो जाता है। लेकिन घरेलू और औद्योगिक मशीनों की असेंबली-असेंबली बहुत जटिल नहीं है।
पुरानी सिलाई मशीनों पर ऊपरी धागे के तनाव का समायोजन संपीड़न वाशर के माध्यम से किया जाता है।
वे स्प्रिंग लोडेड हैं, एक निश्चित बोल्ट पर नट के साथ या एक चल पेंच के साथ समायोज्य हैं।पेंच (या अखरोट के साथ बोल्ट) भी टेंशनर को ही वहन करता है - ताकि उसके सभी हिस्से खो न जाएं।

तो, चाईका ब्रांड की मशीनों पर, टेंशनर को पकड़ने वाला पेंच सीधे शरीर पर लगाया जाता है। वह निर्दोष सीम बिछाने में अक्सर अपराधी होता है। सुई बार और हुक के गहन कार्य के दौरान मशीन द्वारा उत्पन्न कंपन के कारण टेंशनर की प्लास्टिक बॉडी "बाहर" निकल जाती है। टेंशनर स्वयं अपने डॉकिंग स्थान से गिर सकता है। आप लम्बी मुड़ी हुई पिन का उपयोग करके सीगल पर ऊपरी धागे के तनाव को कम कर सकते हैं।
लेकिन आधुनिक रूसी-निर्मित मॉडल में, टेंशनर अधिक व्यावहारिक रूप से तय किया गया है। यह गैर-मरम्मत योग्य है - लेकिन इसकी विश्वसनीयता टाइपराइटर "सीगल" और सिंगर पर तनाव करने वालों से बहुत आगे है। चलती धागे द्वारा छोड़े गए विली से इसे साफ करने के लिए पर्याप्त है। उनके बीच एक स्क्रूड्राइवर रखकर डिश के आकार के वाशर को संपीड़ित करना आसान है। टूथपिक या टूथब्रश की मदद से उन पर जमा "कंघी" सेकंडों में हटा दी जाती है।

अधिक कॉम्पैक्ट आधुनिक ओवरलॉक सिलाई मशीन के टेंशनर को अधिक नियमित सफाई की आवश्यकता होती है।. इस प्रकार की मशीन का उपयोग इतनी बार (और लंबे समय तक) किया जाता है कि लगभग 100 किमी धागा टेंशनर से होकर गुजरता है। थ्रेड "कचरा" केक, और टेंशनर काफी खराब काम करता है, जो नए सीम और पैटर्न की गुणवत्ता को नकारात्मक रूप से प्रभावित नहीं कर सकता है। टेंशनर में धागे को संपीड़ित करने वाले वाशर नहीं होते हैं, और इसका रखरखाव केवल इसके दबाने वाले हिस्से को उड़ाने में होता है।
औद्योगिक सिलाई मशीनों में एक टेंशनर होता है जो घरेलू मशीनों में डिजाइन के समान होता है।

समायोजन कैसे किया जाता है
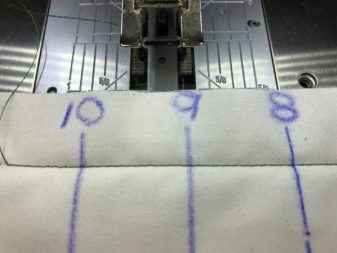
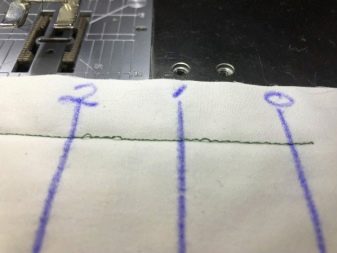
ऊपरी और निचले धागों को ठीक करने से पहले, कपड़े के एक अनावश्यक टुकड़े पर एक परीक्षण सीम करने की सिफारिश की जाती है. सुई के नीचे से निकले टांके का सावधानीपूर्वक निरीक्षण करें। यदि दोष हैं, लेकिन वे छोटे हैं, तो एक आवर्धक कांच का उपयोग करें। आम तौर पर, ठीक से समायोजित उपकरण आपको कपड़े के दोनों किनारों पर एक आदर्श सीम प्राप्त करने की अनुमति देता है। यदि थ्रेड टेंशनर खराब हो जाता है, तो धागे कपड़े को अत्यधिक संकुचित कर सकते हैं, या टांके ढीले हो जाएंगे, जिससे कपड़े को सुरक्षित रूप से सिलाई करने से रोका जा सकेगा।
ऐसे दोषों की अनुपस्थिति में, सिलाई जारी रखें - मशीन पूरी तरह से काम करती है और टेंशनर को समायोजित करने में आपके हस्तक्षेप के बिना।
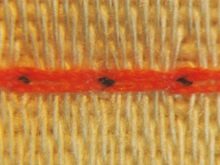
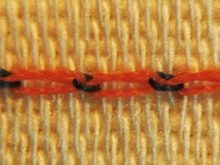
यदि, फिर भी, आपको सीम की गुणवत्ता पसंद नहीं है, तो हमेशा यह जान लें कि एक के बाद एक धागों की शुरूआत सिले हुए पदार्थ की परतों के बीच प्रभावी ढंग से छिपी होगी। कपड़े की किसी भी परत पर "झुर्रियाँ" अब यहाँ नहीं बनती हैं। तथ्य यह है कि धागों के तनाव को इस तरह से व्यवस्थित किया जाता है कि एक धागा दूसरे के पीछे घाव होने पर उसे अपनी ओर खींचता है। दूसरा उसी तरह से पहले के लिए शुरू होता है। समान तनाव के साथ, सीम एकदम सही है। हालाँकि, यदि एक धागे को अधिक खींचा जाता है, तो यह दूसरे को अपनी ओर खींचेगा, और कपड़े की परतें भी खींची जाएंगी। सिद्धांत इस प्रकार है: जब ऊपर से निचले धागे को खींचने के बिंदु दिखाई देते हैं, तो ऊपरी धागे को अत्यधिक खींचा जाता है; विपरीत भी सही है।
यह जांचना सुनिश्चित करें कि मशीन सुचारू रूप से और स्पष्ट रूप से चलती है। निर्देशों के अनुसार धागे को मशीन में सख्ती से पिरोया जाना चाहिए। मशीन के संचालन के दौरान बोबिन को अनायास रुकना या खिसकना नहीं चाहिए। तनाव करने वालों को साफ होना चाहिए। प्रेसर फुट, सुई, गाइड, टेंशन लीवर, शटल, बोबिन होल्डर और नीडल बार मैकेनिज्म चिप्स, नॉच, अतिरिक्त उभार और अंतराल से मुक्त होना चाहिए, जो आदर्श रूप से प्रदान नहीं किए जाते हैं। किसी एक को नुकसान - और धागे को कड़ा किया जा सकता है।


सुनिश्चित करें कि धागे की मोटाई कपड़े की मोटाई से मेल खाती है।
सूती धागे का उपयोग करने की अनुशंसा नहीं की जाती है। धागे सबसे अच्छे हैं किसी भी सिंथेटिक फाइबर से: नायलॉन, केप्रोन, पॉलियामाइड, रेशम, पॉलिएस्टर और अन्य। सुई बहुत पतली नहीं होनी चाहिए - अत्यधिक मोटे और खुरदुरे कपड़े में एक या अधिक सिलाई छेदों को पंच करने की कोशिश करने से तुरंत नुकसान होगा। 1.5 मिमी से कम लंबाई के टांके का उपयोग करने से तुरंत सीम की गुणवत्ता से समझौता हो जाएगा, और कपड़ा स्टेपलर की सुई प्लेट के नीचे खिसक जाएगा।
और अब सीधे कॉन्फ़िगरेशन पर आगे बढ़ते हैं। ऊपरी थ्रेड टेंशनर का पता लगाएँ। यदि आप इसे पहली बार अनुभव कर रहे हैं - किट के साथ आने वाले निर्देशों का संदर्भ लें। हाथ से खरीदी गई मशीनों के लिए, जिसमें उपयोगकर्ता पुस्तिका नहीं थी, एक त्वरित "टिप" उस पर मुद्रित संख्याओं वाला एक हैंडल है।


तनाव की मात्रा बढ़ जाती है क्योंकि समायोजक घुंडी को "बड़े" पक्ष में बदल दिया जाता है। विभाजन मान अंकों के बीच की आधी दूरी है। तनाव की मात्रा में प्रत्येक परिवर्तन के बाद, एक परीक्षण सिलाई को तब तक सीवे करें जब तक कि धागों में कोई कमी न हो या कपड़े में टगिंग न हो।
आपका लक्ष्य यह सुनिश्चित करना है कि नीचे और ऊपर के धागे एक दूसरे को संतुलित करें। यह अस्पष्ट रूप से एक तीर के बिना तराजू के अंशांकन के समान है, जहां वितरित किए गए सामानों के एक बैच का वजन उचित वजन के साथ संतुलित करके प्राप्त किया गया था। निचला धागा बाहर नहीं आना चाहिए - यह तब है जब सीम को आदर्श माना जाता है। ऊपरी धागे के तनाव की स्थापना के विपरीत, निचले धागे के तनाव का समायोजन अब नियामक का उपयोग करके नहीं किया जाता है।

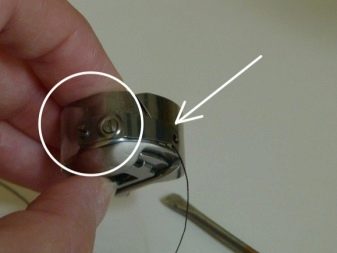
निचले धागे के तनाव को आदिम मामले में सेट करना शटल को बोबिन केस के नीचे से निकलने वाले धागे के अंत तक लटकाकर किया जाता है।यदि बोबिन का धागा उस पर लटके हुए हुक के भार के नीचे नहीं खुलता है, तो उसके तनाव को ढीला करें। जब धागा जल्दी से टूट जाता है, तो इसके विपरीत, तनाव कमजोर होता है। आदर्श रूप से, धागे पर लटका हुआ हुक कुछ सेंटीमीटर आगे बढ़ना चाहिए - लेकिन तब तक नीचे नहीं जब तक कि बोबिन पर धागा खत्म न हो जाए।
तनाव को एक शटल स्क्रू का उपयोग करके समायोजित किया जाता है: एक पेचकश के साथ, इसे तनाव बढ़ाने के लिए दक्षिणावर्त घुमाया जाता है, और इसके विपरीत - जब इसे ढीला किया जाता है।

यदि शटल हटाने योग्य नहीं है, तो स्क्रू को कसने के बाद, एक परीक्षण सीम करना आवश्यक है।
थ्रेड टेंशनर्स को फाइन-ट्यूनिंग करने से एक परफेक्ट स्टिच बनता है। आप काम पर लग सकते हैं। मशीन सेटअप पूरा हो गया है।

मददगार सलाह
नीचे दी गई युक्तियां आपको अपनी मशीन को पुन: कॉन्फ़िगर करने में समय बर्बाद करने से बचने में मदद करेंगी, और उनके साथ - और डिवाइस के संचालन में उभरती समस्याएं।
- अगला सीम शुरू करने से पहले, ऊपरी और निचले धागों के सिरों को अपने से दूर ले जाना न भूलें। इसलिए आप धागों की अनावश्यक बुनाई की अनुमति न दें। शुरुआती अक्सर यह गलती पहली बार करते हैं।
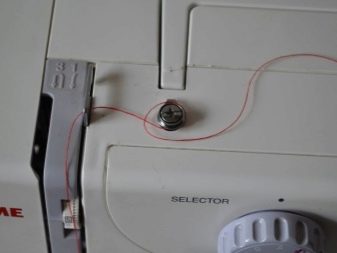
- परीक्षण सीम की समरूपता के साथ समस्याओं का शीघ्रता से पता लगाने के लिए, विभिन्न रंगों के धागे का उपयोग करने की सिफारिश की जाती है जो कपड़े के रंग के विपरीत होते हैं। लेकिन सीधे अपने मुख्य कार्य में, आपको समान के धागों की आवश्यकता होगी, न कि तीव्र रूप से भिन्न रंगों की।
- प्रत्येक प्रकार के कपड़े और विभिन्न मोटाई के धागों के लिए, टेंशनर्स की सटीक सेटिंग्स को रिकॉर्ड करना उपयोगी होगा। यह आपको आगामी कार्य के लिए मशीन को एक मिनट से भी कम समय में सेट करने की अनुमति देगा और बिना समय बर्बाद किए तुरंत सिलाई शुरू कर देगा।
- टेंशनर्स को ऊपर से एडजस्ट किया जाना चाहिए, नीचे से नहीं।



संभावित समस्याएं और उनका उन्मूलन
कमजोर धागे का तनाव कई कारणों से हो सकता है।
- तनाव धारण करने वाले स्प्रिंग्स समय के साथ कमजोर या टूट गए हैं। वाशर को एक दूसरे से नहीं जोड़ा जा सकता है - कोई आवश्यक बल नहीं है। स्प्रिंग्स को बदलने की सिफारिश की जाती है।
- धागा अक्सर टूट जाता है, भुरभुरा हो जाता है। शायद वाशर पर खुद ही निशान होते हैं। यह संभावना नहीं है - स्टील "प्लास्टिक" या प्राकृतिक धागों के साथ घर्षण से खराब नहीं हो पाता है, बल्कि समस्या यह है कि ये वाशर ऑक्सीकृत हो गए हैं। शटल टेंशनर पर, अत्यधिक थ्रेड तनाव बोबिन, उसकी टोपी, या स्वयं हुक को नुकसान का परिणाम हो सकता है।
- ऊपर का धागा भी तना हुआ हैजब तनाव लीवर, थ्रेड गाइड, सुई बार पर लूप, या सुई की आंख उसी तरह क्षतिग्रस्त हो जाती है।
- मैनुअल अनइंडिंग और वाइंडिंग के दौरान स्पूल पर उलझे हुए धागे, स्पूल पर ही निशान भी थ्रेड को अनइंड करने का कारण बन सकते हैं। बाद के मामले में, यह तब होता है जब लगभग पूरे स्पूल या बोबिन का उपयोग किया जाता है, या धागा बोबिन पर मैन्युअल रूप से, थोक में घाव किया गया था, और मशीन के "वाइंडर" पर बड़े करीने से नहीं।
- मशीन स्वयं पर्याप्त गति प्रदान नहीं कर सकती है। ज्यादातर ऐसा तब होता है जब इंजन या तंत्र खराब हो जाता है, डिवाइस आवश्यक टॉर्क का उत्पादन नहीं करता है, या नेटवर्क में आपूर्ति वोल्टेज तेजी से गिर गया है। उसी समय, शुरू में सही ढंग से ट्यून किए गए टेंशनर इन परिस्थितियों में बहुत "तंग" निकले, और उन्हें तत्काल पुन: कॉन्फ़िगर करने की आवश्यकता है। हालांकि, एक विफल मशीन पर काम करना बहुत समस्याग्रस्त है। इसे मरम्मत के लिए एक बुद्धिमान गुरु को देने की सिफारिश की जाती है। यदि उत्पाद इतना खराब हो गया है कि इसकी मरम्मत नहीं की जा सकती है या इसके लिए कोई स्पेयर पार्ट्स नहीं हैं (वे लंबे समय से बंद हैं), तो पूरे डिवाइस को बदलने की सिफारिश की जाती है।



उन्मूलन विधि द्वारा इन सभी कारणों को समाप्त करने के बाद, आपका उपकरण फिर से सामान्य रूप से काम करेगा।
गलत थ्रेड टेंशन को ठीक करना, टेंशनर्स को फिर से एडजस्ट करना मुश्किल नहीं होगा। यह महत्वपूर्ण है, यदि आप अभी भी कुछ नहीं जानते हैं, तो निर्देशों या एक अनुभवी सीमस्ट्रेस से सलाह लेने के लिए जो समान कठिनाइयों से गुज़रे हैं।

नीचे दिए गए वीडियो में सही थ्रेड टेंशन का रहस्य सामने आया है।









जानकारी के लिए धन्यवाद, विशेष रूप से सही थ्रेड टेंशन पर वीडियो।