सिलाई मशीन PMZ: उपयोग के लिए विवरण, प्रकार और निर्देश

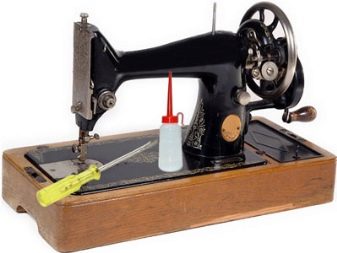
PMZ सिलाई मशीनें लंबे समय से सोवियत सीमस्ट्रेस का मुख्य कार्य उपकरण रही हैं। एक बार संयंत्र का गठन ज़िंगर उद्यम की एक शाखा के रूप में किया गया था, और राष्ट्रीयकरण के बाद यह अपने स्वयं के उत्पादों के उत्पादन में बदल गया। हाथ से संचालित पोडॉल्स्क मशीनों का अवलोकन आपको ऐसे उपकरणों की तकनीकी क्षमताओं की पूरी तस्वीर प्राप्त करने की अनुमति देता है। इसके स्पष्ट लाभों में, कोई अपने हाथों से सेटिंग और समायोजन की संभावना, सादगी और परेशानी से मुक्त संचालन को नोट कर सकता है।
यांत्रिक संयंत्र की पुरानी मशीनों के संचालन के निर्देश। कलिनिना आज भी आसानी से यांत्रिक सिलाई उपकरण का उपयोग करने की अनुमति देती है। बेशक, उनके तकनीकी आंकड़ों के अनुसार, वे आधुनिक मॉडलों से बहुत नीच हैं। लेकिन अधिकांश पीएमजेड सिलाई मशीनें आज भी "सेवा में" बनी हुई हैं - वे कपड़ों के पुर्जों को सफलतापूर्वक पीस सकती हैं और उनकी मरम्मत के लिए इस्तेमाल की जा सकती हैं। इसलिए उनके बारे में थोड़ा और जानना जरूरी है।

निर्माण का इतिहास
पोडॉल्स्क सिलाई मशीनों का इतिहास 20 वीं शताब्दी की शुरुआत में शुरू हुआ, जब सिंगर कंपनी ने रूसी साम्राज्य के क्षेत्र में अपना उद्यम खोलने का फैसला किया। संयंत्र जर्मन प्रबंधक डिक्सन के नेतृत्व में बनाया गया था और 1902 में इसे चालू किया गया था। 11 वर्षों के बाद, कंपनी के पास पहले से ही एक बहुत ही ठोस स्थिति थी - पूरी तरह से मैनुअल मोड में, मूल जर्मन स्पेयर पार्ट्स से, श्रमिकों ने सालाना 600,000 सिलाई मशीनों को इकट्ठा किया। होम सिलाई के लोकप्रियकरण को बेचे गए उत्पादों की उच्च गुणवत्ता के साथ-साथ कंपनी स्टोर के नेटवर्क के माध्यम से किश्तों में उनकी बिक्री द्वारा सुगम बनाया गया था।
1917 की क्रांति के बाद, उद्यम का राष्ट्रीयकरण किया गया था। कुछ समय के लिए, भागों के अवशेषों से "गोश्वेमाशिना" ब्रांड नाम के उपकरण का उत्पादन किया गया था। इस लोगो वाले उत्पाद 1918 से 1931 तक खरीदे जा सकते थे। बाद में, उद्यम के आधार पर, पोडॉल्स्की मैकेनिकल प्लांट का गठन किया गया था, 1948 से इसे उपसर्ग "इम" प्राप्त हुआ। कलिनिन। यह उस पर था कि पीएमजेड सिलाई मशीन का उत्पादन शुरू हुआ, पूरी तरह से सोवियत विकास माना जाता है, लेकिन उसी सिंगर मशीन पर आधारित है।



परंपरागत रूप से यह माना जाता है कि संयंत्र के सभी उपकरण उन दिनों उच्च गुणवत्ता के थे जब इसके विन्यास में मूल सिंगर भागों का उपयोग किया जाता था। यानी रिलीज के सालों पर नजर डालें तो ये साल 1902-1931 हैं। यदि आप जानते हैं कि इसे कैसे पढ़ना है, तो आप सीरियल नंबर द्वारा पीएमजेड सिलाई मशीनों के उत्पादन समय को समझ सकते हैं, लेकिन एक भी डेटाबेस नहीं है। नेविगेट करने का सबसे आसान तरीका GOST मानकों के अनुसार है - वे उत्पादन की निश्चित अवधि के अनुरूप हैं।
1932 में, कंपनी को अपनी फाउंड्री मिली। पीएमजेड में, उन्होंने घरेलू मशीनों के आवास और 31 वीं कक्षा के पहले औद्योगिक सिलाई उपकरण के लिए यूएसएसआर में डाले गए भागों का उत्पादन शुरू किया। आयरन कास्टिंग वॉल्यूम सालाना 36,000 टन तक पहुंच गया। 1935 से, संयंत्र ने मोटरसाइकिल उपकरण का उत्पादन शुरू किया।द्वितीय विश्व युद्ध के दौरान, गोला-बारूद के मामलों के निर्माण के लिए उद्यम को फिर से डिजाइन किया गया था।
PMZ में सिलाई मशीनों का उत्पादन 1946 में फिर से शुरू हो गया - जुलाई में, 100 टुकड़ों के उपकरणों का एक बैच असेंबली लाइन से लुढ़क गया। लेकिन 1957 तक घरेलू सेगमेंट में इन उत्पादों की मांग में काफी गिरावट आई है। 3,00,000 टुकड़ों के नियोजित बैच के बजाय, उत्पादित मशीनों की मात्रा को 1,200,000 तक घटाना पड़ा। यह स्पष्ट हो गया कि उद्यम अब मूलभूत परिवर्तनों के बिना नहीं कर सकता। बहुत काम किया गया था, और कुछ साल बाद, पहले वाला असेंबली लाइन से लुढ़क गया। "सीगल" - एक नई सिलाई मशीन जो उस समय की आवश्यकताओं को पूरा करती थी.

डिवाइस और विशेषताएं
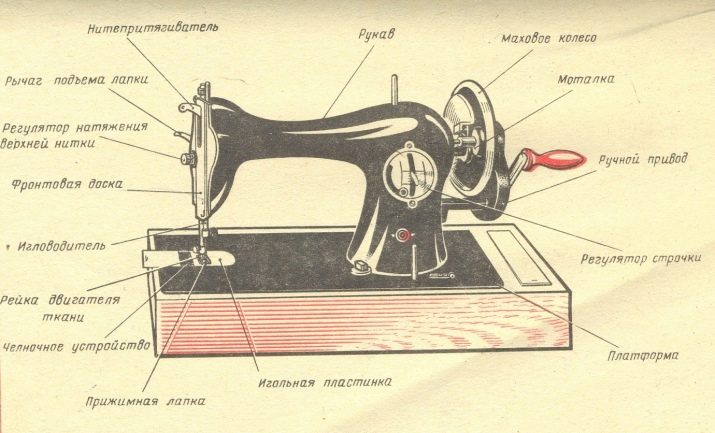
पीएमजेड सिलाई मशीन का उपकरण कैसा दिखता है, इसके बारे में निर्देश पुस्तिकाओं के लिए धन्यवाद। उनके डिजाइन में शामिल होना चाहिए:
- आधार और पैरों के साथ मंच;
- स्पूल पिन के साथ आस्तीन;
- चक्का;
- थ्रेड गाइड के साथ सुई बार;
- सिर के पेंच के साथ सिलाई समायोजन लीवर;
- स्प्रिंग और रेगुलेटर के साथ लीवर थ्रेड टेक-अप;
- धागा तनाव के लिए आवश्यक वॉशर;
- धागा गाइड;
- धागा काटने का तत्व;
- तल पर पैर और आदिम कपड़े कन्वेयर;
- सुई प्लेट;
- क्लैंपिंग स्क्रू के साथ रॉड सुई धारक;
- स्क्रू-नियामक के साथ फ्रंट पैनल;
- पैर के दबाव को नियंत्रित करने, सिलाई को समायोजित करने के लिए सिर के पेंच;
- स्पिंडल, चरखी, कुंडी, स्पूल पिन, लोअर टेंशनर के साथ वाइन्डर।
डिजाइन के प्रकार से, विभिन्न प्रकार के ड्राइव से लैस मशीनों को अलग करना संभव है: पैर, इलेक्ट्रिक, मैनुअल। उस तरफ के आधार पर जहां शटल देख रहा है, दाएं हाथ और बाएं हाथ के मॉडल प्रतिष्ठित हैं (बाद के उत्पादन का दूसरा)। इलेक्ट्रिक कारें एक विशेष पेडल से लैस हैं और मैनुअल की तुलना में बहुत तेजी से काम करती हैं।.
सभी मॉडलों में एक शटल है केंद्रीय स्पूल के साथ। अधिकतम सिलाई गति 1200 आरपीएम तक पहुंचती है, सिलाई की लंबाई 4 मिमी तक पहुंच जाती है। सिलाई उपकरण एक सुविधाजनक यात्रा स्विच से सुसज्जित एक सीधी सीवन, रिवर्स सिलाई के निर्माण का समर्थन करता है। पैकेज में 37.1 x 17.8 सेमी के आयामों के साथ एक बुनियादी कार्य मंच शामिल है।

लाइनअप में निम्नलिखित विकल्प शामिल हैं।
"पोडॉल्स्क 2M"
सबसे आम मॉडल, लगभग पूरी तरह से सिंगर सिलाई मशीन के अनुरूप है। इस प्रकार का व्यापक रूप से स्कूल उत्पादन संयंत्रों में उपयोग किया जाता था और आज आप बहुत अच्छी स्थिति में उपकरण पा सकते हैं। शक्ति और अन्य विशेषताओं के मामले में, मशीन इलेक्ट्रिक मोटर के साथ कई एनालॉग्स से कम नहीं है। "पोडॉल्स्क 2 एम" मोटी सामग्री, बहुपरत उत्पादों, प्राकृतिक चमड़े की सिलाई के लिए उपयुक्त है। एकमात्र दोष उपलब्ध कार्यों की सीमित सूची है।

"पोडॉल्स्क 132"
एक पेडल के साथ एक इलेक्ट्रोमैकेनिकल मशीन, बाहरी रूप से आधुनिक संस्करणों के समान। ऊनी, लिनन, रेशमी कपड़ों की सिलाई के लिए डिज़ाइन किया गया, एक सीधी रेखा, ज़िगज़ैग, रफ़न और कढ़ाई में एक रेखा ले जा सकता है। मशीन डबल सुइयों का समर्थन करती है। यह PMZ द्वारा निर्मित पहला पूर्ण वक्र पैटर्न है।

"पोडॉल्स्क 142"
एक बेहतर मॉडल, कार्यात्मक रूप से पिछले संस्करण से लगभग अलग नहीं है। डिजाइन अधिक परिपूर्ण हो गया है, नियंत्रण एर्गोनोमिक हैं, धातु की गुणवत्ता में सुधार हुआ है।

सेटिंग और समायोजन
भले ही पुरानी कार ही उपलब्ध हो, इसे हमेशा अपने इच्छित उद्देश्य के लिए अनुकूलित और लागू किया जा सकता है। एक अनुभवी सीमस्ट्रेस के लिए, स्टैंड में आंतरिक तंत्र को खोलना, हुक को थ्रेड करना और प्रेसर पैर को समायोजित करना मुश्किल नहीं होगा।एक शुरुआत के लिए, यहां तक कि एक धारक में सुई डालने या फ्लाईव्हील के मुक्त खेल को समायोजित करने जैसे कार्य भी एक गंभीर समस्या हो सकती है।
निर्देशों का सावधानीपूर्वक पालन करने से उपकरण के संचालन को समायोजित करने में मदद मिलेगी।
चिकनाई
लंबे समय तक डाउनटाइम के साथ-साथ गहन उपयोग के दौरान, पोडॉल्स्क सिलाई मशीन के रगड़ भागों को चिकनाई करने की आवश्यकता होती है। तंत्र के सभी नोड्स में दैनिक जोड़तोड़ किए जाते हैं। हार्ड-टू-पहुंच भागों में इंजन ऑयल भरने के लिए विशेष छेद होते हैं। शटल के सही संचालन को प्राप्त करने के लिए, तंत्र शरीर में इसके मार्गदर्शक तत्व भी लुब्रिकेटेड होते हैं, और सुई बार के टिका हुआ भाग पर घर्षण को कम करने के लिए रचना को लागू करने के लिए, आपको मशीन के सामने के पैनल को हटाने की आवश्यकता होगी।

प्रेसर पैर दबाव समायोजन
सामग्री को दबाने की तीव्रता बहुत कम ही बदलती है। लेकिन कुछ मामलों में यह जरूरी भी हो जाता है। फ़ैक्टरी सेटिंग्स को बदलना सरल है: बस हेड स्क्रू को चालू करें। यह एक वामावर्त दिशा में किया जाता है, यदि आपको दबाव कम करने की आवश्यकता है, और इसके पाठ्यक्रम के साथ, इसे बढ़ाने के लिए। आमतौर पर 2-3 मोड़ पर्याप्त होते हैं।

रिवर्स सिलाई
सभी पीएमजेड मशीनें विपरीत दिशा में या स्ट्रोक के खिलाफ सिलाई कर सकती हैं। मोड को सक्रिय करने के लिए, आपको नियामक के लीवर को स्थानांतरित करने की आवश्यकता है जो स्टॉप तक दाईं ओर सामने के पैनल पर सिलाई की लंबाई निर्धारित करता है। सामान्य सिलाई मोड पर लौटने के लिए, बस इसे नीचे ले जाने के लिए पर्याप्त होगा।
सिलाई की लंबाई नहीं बदलती है - आप लाइन को आगे की ओर स्विच कर सकते हैं और प्रक्रिया में सीधे रिवर्स कर सकते हैं।

सिलाई की लंबाई निर्धारित करना
एक यांत्रिक सिलाई मशीन के लिए 1 सिलाई की मानक लंबाई 1.5-2 मिमी है। यह मध्यम घनत्व सामग्री के लिए पर्याप्त होगा। यदि कपड़ा पतला है, तो सिलाई की आवृत्ति कम होनी चाहिए। मोटे कपड़ों के लिए, इस आंकड़े को अधिकतम मूल्यों तक बढ़ाने की सिफारिश की जाती है।
पीएमजेड सिलाई मशीनों पर सिलाई की लंबाई का समायोजन 1 से 4 मिमी की सीमा में किया जाता है। रेगुलेटर फ्रंट पैनल पर स्थित है और एक लीवर की तरह दिखता है जो स्केल को ऊपर और नीचे ले जाता है। वांछित चौड़ाई के मापदंडों के बराबर संख्या वाले पैमाने में 0.5 मिमी का उन्नयन होता है, जो सुई पिच पर नियंत्रण की सटीकता सुनिश्चित करता है।
मध्य रेखा, ऊपरी एक से नियामक के निचले आधे हिस्से को अलग करती है, रिवर्स और फॉरवर्ड स्ट्रोक के स्विचिंग को सीमित करती है। वांछित चरण चौड़ाई को ठीक करना एक विशेष हेड स्क्रू का उपयोग करके किया जाता है। नियामक को स्थानांतरित करने के लिए इसे ढीला किया जाता है और वांछित स्थिति तक पहुंचने पर कड़ा कर दिया जाता है।


सिलाई के सामान की संख्या का चयन
कपड़े के प्रकार के साथ धागे और सुई की मोटाई का सही संयोजन काफी हद तक गठित सिलाई की गुणवत्ता को प्रभावित करता है। पीएमजेड मशीनों पर काम के लिए मानक सुई संख्या 70, 80, 90, 100, 110 . का उपयोग करते हैं. संख्या जितनी अधिक होगी, बिंदु उतना ही मोटा होगा। थ्रेड्स के लिए, नंबरिंग विपरीत दिशा में जाती है - सबसे मोटे वाले में नंबर 10, पतले वाले - नंबर 90-100 होते हैं। तकनीक के निर्देशों में एक सारांश तालिका है जो सुइयों के मापदंडों और सिवनी सामग्री के बीच पत्राचार को निर्धारित करती है।



धागा तनाव
ऊपरी धागे के मामले में, इसे स्प्रिंग डिवाइस पर एक स्क्रू का उपयोग करके समायोजित किया जाता है। काम के लिए काम करने वाले प्लेटफॉर्म की सतह पर प्रेसर फुट को कम करना आवश्यक है. उसके बाद, आप अखरोट को दाईं ओर मोड़कर एक पेचकश के साथ तनाव बढ़ा सकते हैं, या विपरीत दिशा में अभिनय करके इसे ढीला कर सकते हैं।
आप धारक से बोबिन केस को हटाकर निचले धागे के मुक्त संचलन को समायोजित कर सकते हैं। शटल पर एक विशेष पेंच होता है, जिसे तनाव बढ़ाने के लिए दाईं ओर और इसे ढीला करने के लिए बाईं ओर घुमाया जा सकता है। ज्यादातर मामलों में, निचले हुक के समायोजन को बदलना आवश्यक नहीं है।
आम तौर पर, वांछित सिलाई गुणवत्ता प्राप्त करने का एकमात्र तरीका ऊपरी धागे के तनाव को बदलना है।



संचालन नियम
पीएमजेड सिलाई मशीनों से जुड़ा निर्देश पर्याप्त विस्तार से बताता है कि इस तकनीक का सही तरीके से उपयोग कैसे किया जाए। मुख्य सिफारिशों में निम्नलिखित बिंदु हैं।
- सिलाई के दौरान हाथ के पहिये का घुमाव केवल मास्टर की ओर ही करना चाहिए. दिशा बदलते समय, हुक में धागे उलझ सकते हैं, जिससे कई अतिरिक्त समस्याएं पैदा हो सकती हैं।
- जब मशीन सिलाई बंद कर देती है, आपको पैर को ऊपर उठाने और इस स्थिति में छोड़ने की जरूरत है। क्लैंपिंग डिवाइस को वर्किंग प्लेटफॉर्म के संपर्क में न छोड़ें।
- प्रेसर फुट की सतह के नीचे रखे कपड़े के बिना मशीन शुरू न करें. इससे इंजन के दांत बस सुस्त हो जाएंगे। साथ ही पैर के निचले हिस्से में चोट लगने का भी खतरा रहता है।
- सिलाई करते समय, यह सुनिश्चित करना आवश्यक है कि कपड़े की प्राकृतिक गति बनी रहे। आप इसे खींच नहीं सकते, इसे खींच सकते हैं - सुई टूट जाएगी।
- ऑपरेशन के दौरान शटल डिब्बे को कवर करने वाली विस्थापन प्लेट को नियंत्रित किया जाना चाहिए. तंत्र को नुकसान से बचने के लिए, कवर के एबटमेंट की जांच करना बेहतर है।
- सिलाई शुरू करने की तैयारी में, ऊपरी और निचले धागे को जोड़ना आवश्यक है, और फिर उन्हें सीमस्ट्रेस से विपरीत दिशा में खींचें। सामग्री को पैर के नीचे काम करने वाले प्लेटफॉर्म पर रखा जाता है, फिर पैर को नीचे किया जाता है और जब चक्का घूमता है, तो सुई कपड़े को छेद देती है।


ये बुनियादी नियम हैं जिन्हें पीएमजेड सिलाई मशीनों के साथ काम करते समय पालन करने की सिफारिश की जाती है।वे सुनिश्चित करते हैं कि बुनियादी सुरक्षा आवश्यकताओं को पूरा किया जाता है और उपकरण के जीवन का विस्तार होता है।
मुख्य खराबी और उनका उन्मूलन
पीएमजेड सिलाई मशीनों का यांत्रिक डिजाइन आपको अपनी मरम्मत करने की अनुमति देता है। यह डिजाइन सुविधाओं को समझने के लिए पर्याप्त है, उपकरण के संचालन के सिद्धांत और जुदा करना और फिर उपकरण को इकट्ठा करना काफी आसान होगा। यह समझने में मदद करता है कि मुख्य खराबी क्या हैं जिनसे आपको सबसे अधिक बार निपटना पड़ता है। सिलाई मशीनों के मालिकों की मुख्य शिकायतों का अध्ययन।
मशीन सामग्री को कुचल देती है
विशेष रूप से अक्सर, पीएमजेड सिलाई मशीनें एक ज़िगज़ैग सुई प्लेट के साथ पतली या लोचदार सामग्री जाम करती हैं। कपड़े को सुई की प्लेट में खींचा जाता है, क्षतिग्रस्त हो जाता है।
समस्या को ठीक करने के लिए एक विशेष पानी में घुलनशील स्टेबलाइजर या साधारण पतले कागज का उपयोग करें।


छोड़े गए टांके
सिलाई दोषों में, सबसे गंभीर समस्याओं में से एक है टांके को छोड़ देना। इस प्रकार के सीम उल्लंघन विभिन्न प्रकार के टूटने की उपस्थिति प्रदान करते हैं। उनमें से अधिकांश गुरु बिना किसी बाहरी सहायता के अपने दम पर हल करने में सक्षम होते हैं।
यदि हुक और सुई के बीच परस्पर क्रिया के लिए सेटिंग्स सही नहीं हैं, तो मशीन टाँके लगा देती है। उदाहरण के लिए, यदि इन तत्वों के बीच का अंतर 0.3 मिमी से अधिक बढ़ जाता है, तो सुई की नोक लूप से टकराए बिना हिल जाएगी। सिलाई छूट जाएगी। समस्या को ठीक करने से समायोजन में मदद मिलेगी, जिसके दौरान आप एक आवर्धक कांच का उपयोग कर सकते हैं। प्रक्रिया इस प्रकार होगी:
- सुनिश्चित करें कि स्विच एक सीधी रेखा पर है;
- सुई प्लेट को हटा दें;
- पैर को तोड़ना;
- हैंडव्हील को घुमाएं ताकि सुई निचली स्थिति में चली जाए;
- अंतर को 0.15-0.25 मिमी पर समायोजित करें।

कभी-कभी छोड़े गए टांके गलत सुई चयन के कारण होते हैं।यदि उसके फ्लास्क में एक गोल औद्योगिक आकार या एक छोटा व्यास है, तो अंतराल अपरिहार्य होगा। सही सुई लगाने से समस्या को ठीक करने में मदद मिलेगी।
थ्रेड ब्रेक
अगर पीएमजेड सिलाई मशीन में ऊपरी धागा लगातार टूटता है, तो समस्या को हल करने के कई तरीके हो सकते हैं, साथ ही इसके स्रोत भी। सबसे पहले और सबसे महत्वपूर्ण - टेंशनर ओवरटाइटिंग. यदि स्प्रिंग को बहुत अधिक संकुचित किया जाता है, तो धागा आसानी से स्वतंत्र रूप से नहीं चल सकता है। खराबी का कारण गलत असेंबली भी हो सकता है, खासकर अगर स्प्रिंग के साथ टेंशनर को डिसाइड किया गया हो। यह केवल फिर से विघटित करने और सभी तत्वों की सही स्थापना की जांच करने के लिए पर्याप्त है।
धागे के टूटने का एक सामान्य कारण है खराब गुणवत्ता वाले धागे का उपयोग। यदि उन पर मोटाई में स्पष्ट अंतर हैं, तो ऑपरेशन के दौरान निश्चित रूप से समस्याएं पैदा होंगी। इसके अलावा, सुई और धागा कपड़े की मोटाई और घनत्व से मेल नहीं खा सकते हैं।
लंबे समय तक इस्तेमाल करने से सुई की प्लेट या हुक पर दरारें पड़ सकती हैं।

तंत्र दबना
लंबे समय तक संचालन के लिए, कोई भी सिलाई मशीन धागे की ट्रिमिंग और कपड़े के टो को अंदर जमा करती है। उन्हें हटाने के लिए, आपको उन सभी हिस्सों को हटाने की जरूरत है जिन्हें जटिल निराकरण की आवश्यकता नहीं है। आप प्रेसर फुट, सुई, सुई प्लेट, बेज़ेल और हुक को हटा सकते हैं। एक टूथब्रश अंदर के तंत्र की सफाई के लिए उपयुक्त है। एक भरा हुआ हुक मशीन को सामान्य रूप से सिलने की अनुमति नहीं देगा, सुई चिपक जाएगी।

हैंड ड्राइव प्ले
यदि मैनुअल ड्राइव के डिज़ाइन में बैकलैश है, लटकता है, हैंडल स्वतंत्र रूप से चलता है, तो आपको तंत्र को ठीक से समायोजित करने की आवश्यकता है। पहले शिकंजा कस दिया जाता है। वे करते हैं विशेष छिद्रों के माध्यम से तत्वों को सावधानीपूर्वक चिकनाई करना।
विशेषज्ञों द्वारा एक ढीले हैंडल की सबसे अच्छी मरम्मत की जाती है।आस्तीन के ऊपरी किनारे को भड़काना आवश्यक है, लेकिन इसे स्वयं करना काफी कठिन है।


गलत सुई सेटिंग
सिलाई उपकरण के अधिकांश मॉडलों में, सिंगर के समान, सुई को इस प्रकार सेट किया जाता है कि ताकि धागे के लिए लंबी नाली दायीं ओर दिखे. लेकिन केवल इस नियम पर भरोसा करना इसके लायक नहीं है - शुरुआती संस्करणों में, विपरीत स्थिति का भी अभ्यास किया गया था। आप शटल कम्पार्टमेंट खोलकर जांच सकते हैं कि कौन सा विकल्प उपलब्ध है: हैंडव्हील को घुमाते समय, बोबिन नाक हमेशा सुई ब्लेड की तरफ होती है।


यदि स्थापना सही ढंग से नहीं की जाती है, तो मशीन बस सीना नहीं करेगी।
निम्नलिखित वीडियो आपको पुरानी पोडॉल्स्क सिलाई मशीन की स्थापना के बारे में बताएगा।








