सभी कांस्य और पीतल की ढलाई के बारे में

कांस्य तांबे और टिन का मिश्र धातु है, कभी-कभी सिलिकॉन, एल्यूमीनियम और सीसा के अतिरिक्त। घटकों के प्रतिशत के आधार पर इसका एक अलग रंग हो सकता है। कई प्रकार के कांस्य हैं:
- टिन;
- एल्यूमीनियम;
- प्रमुख।


टिन कांस्य सबसे व्यापक रूप से इस्तेमाल किया जाने वाला प्रकार है और इसमें कम तरलता होती है। इससे विशिष्ट आयामों वाले उत्पादों को डालना सुविधाजनक है। चूंकि इसे आगे की प्रक्रिया की आवश्यकता नहीं है। पीतल जस्ता के अतिरिक्त तांबे का मिश्र धातु है। आमतौर पर मिश्रण 70% तांबा, 30% जस्ता होता है। कभी-कभी 50 से 50 की संरचना वाला पीतल होता है।


कांस्य के फायदों में निम्नलिखित शामिल हैं।
- व्यावहारिकता।
- घर पर कलात्मक कास्टिंग में संलग्न होने का अवसर।
- पर्यावरणीय कारकों के लिए उच्च प्रतिरोध।
- लगभग जंग के अधीन नहीं।
- प्रसंस्करण में आसानी।
- स्थायित्व।
- विद्युत और तापीय चालकता।


पीतल में संक्षारण के लिए उच्च प्रतिरोध होता है। इसका उपयोग धातु संरचनाओं के उत्पादन में अन्य धातुओं की सतह परत के रूप में किया जाता है।
प्रौद्योगिकी का इतिहास
कांसे की तरह पीतल की ढलाई 12 हजार साल पहले दिखाई दी थी। पहले इन सामग्रियों से उपकरण और गहने बनाए जाते थे, बाद में व्यंजन और घरेलू सामान।जीवन के सभी क्षेत्रों में कांस्य और पीतल की वस्तुओं का व्यापक रूप से उपयोग किया जाता था। कांस्य और पीतल के निर्माण की पहली विधि प्राचीन काल में शास्त्रीयता के युग में उत्पन्न हुई थी। उस युग की कला की कई उत्कृष्ट कृतियाँ, हम आज भी सोच सकते हैं। फिलहाल, इन फ्यूसिबल मिश्र धातुओं का उपयोग मुख्य रूप से सजावट और कला के कार्यों के लिए सजावटी वस्तुओं के निर्माण के लिए किया जाता है।

धातुओं के योग के साथ कॉपर मिश्र धातुओं का व्यापक रूप से उत्पादन में उपयोग किया जाता है:
- मूर्तियां और स्मृति चिन्ह;
- झंझरी और अन्य बाड़ लगाने वाले तत्व;
- बाड़ और द्वार;
- आंतरिक विवरण;
- झूमर और स्कोनस की सजावट में।



समय के साथ, इंजेक्शन विधि में सुधार किया गया है। और आधुनिक दुनिया में, न केवल औद्योगिक रूप से, बल्कि घर पर भी कांस्य और पीतल के हिस्सों को गलाना संभव हो गया है।
peculiarities
कलात्मक पीतल की ढलाई लगभग कांस्य ढलाई से प्रौद्योगिकी में भिन्न नहीं होती है। आइए प्रक्रिया के विवरण पर एक नज़र डालें।
- पीतल का गलनांक 880-965 C की सीमा में अपेक्षाकृत कम होता है। यह आपको विभिन्न प्रकार के ओवन का उपयोग करने की अनुमति देता है। यहां तक कि एक गैस बर्नर, गर्मी प्रतिरोधी व्यंजन चुनने के लिए पर्याप्त है। लेकिन कभी-कभी एडिटिव्स (बहु-घटक पीतल के लिए) के कारण तापमान 1070 C तक बढ़ जाता है। कांसे का गलनांक अधिक होता है। मिश्र धातु में टिन 900-950 C के साथ तांबा और टिन 950-1100 C के बिना कांस्य होता है। कांस्य मिश्र धातुओं में एक उच्च चिपचिपाहट होती है, इसलिए, उनकी गुणवत्ता में सुधार करने के लिए, उन्हें 100 अधिक गर्म किया जाता है। ऊर्जा बचाने के लिए, इंडक्शन या क्रूसिबल भट्टियों का उपयोग करना बेहतर होता है।
- कास्टिंग का मुख्य चरण पिघल को मोल्ड में डालना है। प्रक्रिया की अवधि 2 मिनट से अधिक नहीं होनी चाहिए। अन्यथा, उत्पाद खराब हो जाएगा। स्प्लिट्स, बर्न्स और जंक्शन दिखाई देंगे। चीज पूरी तरह से क्षतिग्रस्त और अनुपयोगी हो जाएगी। या अतिरिक्त प्रसंस्करण की आवश्यकता है।
- पीतल के लिए, विशेष समाधान के उपयोग के बिना, एक समान क्रमिक शीतलन होना चाहिए। कांस्य को ठंडा करते समय शीतलक का उपयोग किया जाता है।
- अंतिम चरण तैयार भाग का प्रसंस्करण है।. बे, स्प्रू, एक्सट्रूज़न को हटाने की आवश्यकता है। संरचना को अपरिवर्तित रखने के लिए मिश्र धातु में फ्लक्स जोड़े जाते हैं। उनके लिए धन्यवाद, पिघल की सतह की रक्षा करना और इसकी संरचना को खराब करना संभव है। यह तैयार उत्पाद पर अपशिष्ट को कम करता है।




आवश्यक उपकरण
इन सामग्रियों से आंकड़े बनाने के लिए मुख्य उपकरणों की एक सूची यहां दी गई है।
- कास्टिंग आकार। विभिन्न सामग्रियों से निर्मित।
- चिमटातैयार भाग को सांचे से बाहर निकालने के लिए।
- क्रूसिबल इसमें चार्ज पिघलने के लिए। इसके निर्माण की सामग्री ग्रेफाइट और मिट्टी है।
- ताप उपकरण, ओवन. पीतल को पिघलाने के लिए, आप गैस बर्नर और गर्मी प्रतिरोधी कंटेनर का उपयोग कर सकते हैं।
- विभिन्न समर्थन सामग्री: कोयला, पहाड़

प्रौद्योगिकी के सख्त अनुक्रम का उपयोग करना आवश्यक है। पहले क्रूसिबल को भट्टी पर रखा जाता है, फिर उसमें धातु के टुकड़े रखे जाते हैं। जब यह पूरी तरह से पिघल जाए तो मिश्रण का रंग बदल जाता है। फिर, विशेष उपकरण के साथ - भट्ठी से एक हुक के साथ एक क्रूसिबल निकाला जाता है और पिघल को ध्यान से इंजेक्शन मोल्ड में डाला जाता है। पूर्ण शीतलन के बाद, भाग को चिमटे से हटा दिया जाता है और अंतिम प्रसंस्करण के अधीन किया जाता है।

फाउंड्री मॉडल का अवलोकन
तैयार उत्पाद की ढलाई के साथ आगे बढ़ने से पहले, आपको पहले भविष्य के आकार का एक स्केच बनाना होगा। ड्राइंग विशेष मास्टर कलाकारों द्वारा बनाई गई है। फिर, इसके साथ एक कास्टिंग मोल्ड बनाया जाएगा, जिसमें मुख्य पिघल डाला जाता है। एक साँचा बनाना एक श्रमसाध्य और जिम्मेदार कार्य है।ऐसा करने के लिए, मोल्डिंग, टूल्स और फिक्स्चर के लिए विशेष रचनाओं का उपयोग करें। तैयार मॉडल पूरी तकनीकी प्रक्रिया में एक प्रमुख भूमिका निभाता है। इसकी आंतरिक गुहा निवेश मोल्ड के अनुसार तैयार उत्पाद की एक सटीक प्रति होनी चाहिए। इसमें एक पिघला हुआ घोल डाला जाता है, जो बाद में अंदर रहकर ठंडा हो जाता है और अंतिम रूप ले लेता है।

स्थिरता देने के लिए, ताकि मोल्ड में पिघलने की ढलाई के दौरान, यह ढह न जाए, फ्लास्क का उपयोग किया जाता है। यह एक बॉक्स के समान दो आयताकार कनेक्टिंग भागों से बना एक विशेष उपकरण है। आमतौर पर लकड़ी या प्लाईवुड से बना होता है। धातु के फ्लास्क में, न केवल एक सांचे का निर्माण होता है, बल्कि स्वयं ढलाई भी होती है। पीतल और कांस्य के निर्माण के लिए मॉडल पुन: प्रयोज्य और डिस्पोजेबल हैं। यह इस बात पर निर्भर करता है कि वे किस चीज से बने हैं।


सामग्री
हाथी दांत, लकड़ी, प्लास्टर और पॉलिमर। स्टील का उपयोग पुन: प्रयोज्य मोल्ड बनाने के लिए भी किया जाता है। कास्टिंग मॉडल बनाने के लिए सबसे कम इस्तेमाल की जाने वाली प्लास्टिक सामग्री है। घर पर, पिघल को अक्सर एक गैर-वियोज्य प्लास्टर मोल्ड में डाला जाता है। एक तैयार आकृति में मिश्र धातु को ठंडा करने और जमने के बाद, मोल्ड को एक विशेष हथौड़े से सावधानीपूर्वक तोड़ा जाता है।

कंस्ट्रक्शन
संरचनात्मक रूप से, कास्टिंग मोल्ड तीन प्रकार के हो सकते हैं।
- वियोज्य। यह एक संरचना है जिसमें दो या दो से अधिक भाग होते हैं, जो एक सीधी या जटिल सतह से जुड़े होते हैं। तैयार उत्पाद को निकालने के लिए डिस्कनेक्ट किया गया। पुन: प्रयोज्य उपयोग के लिए अक्सर उत्पादन में उपयोग किया जाता है।
- एक टुकड़ा. तैयार हिस्से को निकालने के लिए हथौड़े से तोड़ा जाता है। केवल एकल उपयोग के लिए उपयुक्त। यह रेखाचित्रों के अनुसार एक निश्चित उत्पाद के तहत बनाया जाता है। अक्सर घरेलू उत्पादन में उपयोग किया जाता है।ऐसे रूपों को बनाने के लिए जिप्सम सबसे उपयुक्त है।

- विशेष. यह एक जटिल मोल्डिंग या कंकाल पैटर्न है। एक बहु-विस्तृत घटक में कठिनाइयाँ। यह जटिल डिजाइन के आंकड़ों को गलाने के लिए बनाया गया है।
कास्टिंग की मुख्य सूक्ष्मता
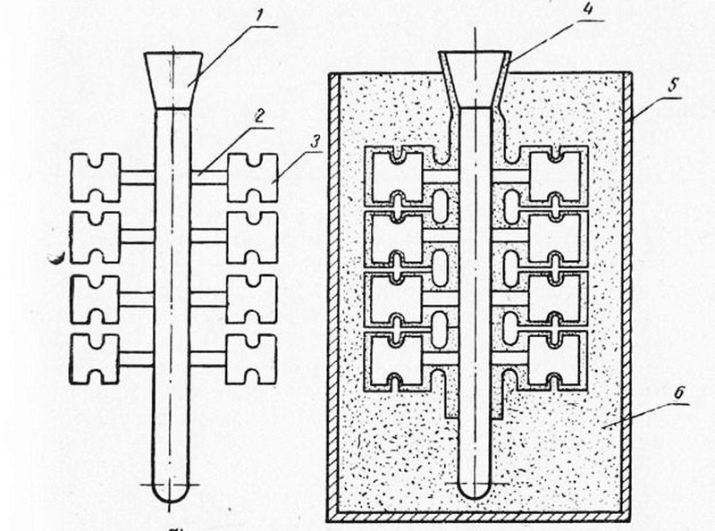
अपकेंद्री प्रक्षेप
इस कास्टिंग विधि का उपयोग करके मैकेनिकल इंजीनियरिंग और अन्य औद्योगिक क्षेत्रों के लिए भागों और उपकरणों का निर्माण किया जाता है। प्रौद्योगिकी का आधार केन्द्रापसारक बल है। यह कास्टिंग मॉडल के रोटेशन के कारण प्रकट होता है। इस प्रकार की ढलाई का उपयोग मुख्य रूप से क्रांति के पिंडों के निर्माण के लिए किया जाता है। ऊर्ध्वाधर और क्षैतिज कास्टिंग वाली मशीनों द्वारा गठन किया जा सकता है। रोटेशन के क्षैतिज अक्ष वाली मशीनों पर, वे उत्पादन करते हैं:
- लाइनर;
- झाड़ियों;
- अंगूठियां।

रोटेशन की ऊर्ध्वाधर धुरी वाली मशीनों पर, वे उत्पादन करते हैं:
- प्रणोदक;
- कृमि के पहिये;
- गियर


कास्टिंग प्रक्रिया के दौरान, रेत जमा हो जाती है और विदेशी तत्वों को बाहर निकाल दिया जाता है।
कला कास्टिंग
घर में कांस्य बनाने की इस विधि का प्रयोग किया जाता है। लेकिन इस तांबे के मिश्र धातु में उच्च तरलता होती है, इसलिए यह पीतल के मिश्र धातु के विपरीत, मोल्ड को पूरी तरह से नहीं भरता है। इस वजह से, भाग की सतह पर इच्छित पैटर्न धुंधला होता है। स्पष्टता देने के लिए, पीछा करना प्रयोग किया जाता है। यह काफी श्रमसाध्य और समय लेने वाली प्रक्रिया है। लेकिन साथ ही, कलात्मक कास्टिंग का सबसे रचनात्मक क्षण। अंतिम उत्पाद प्रकार की गुणवत्ता पीछा करने के स्तर पर निर्भर करती है।

कलात्मक कास्टिंग के चरण:
- एक स्केच और कामकाजी ड्राइंग का निर्माण;
- एक मोल्ड बनाने के लिए एक संरचना का उत्पादन;
- एक कास्टिंग मॉडल का उत्पादन;
- मॉडल तैयार करना;
- चार्ज पिघलने;
- एक कास्टिंग मॉडल में ढालना द्रव्यमान डालना;
- ठंडा करना;
- मॉडल से निष्कर्षण;
- तैयार उत्पाद को ग्राइंडर से संसाधित करना, कभी-कभी धातु ब्रश का उपयोग किया जाता है।






तैयार व्यक्तिगत घटकों को एक उत्पाद में जोड़ा जाता है, यदि अंतिम डिजाइन के अनुसार, यह एकल होना चाहिए, लेकिन कई भागों से मिलकर बनता है। फिर परिणामी तैयार आकृति को मामूली खामियों को दूर करने के लिए संसाधित किया जाता है, और एक ऊपरी सुरक्षात्मक परत के साथ कवर किया जाता है।
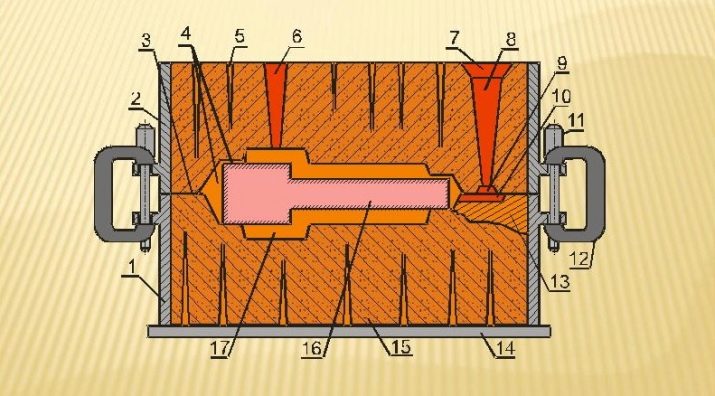
इंजेक्शन मोल्डिंग
यह कास्टिंग विधि अतिरिक्त, वैक्यूम दबाव के प्रभाव पर आधारित है। प्रेस के सिद्धांत का उपयोग किया जाता है, पिघल को इंजेक्शन मोल्ड में अतिरिक्त दबाव के साथ खिलाया जाता है। वायवीय या हाइड्रोलिक प्रणाली पिस्टन पर कार्य करती है। जिस उच्च गति के साथ उच्च-चिपचिपापन पिघल जाता है, उसके कारण अतिरिक्त दबाव बनता है, मोल्ड पूरी तरह से भर जाता है।
फिर, वैक्यूम सक्शन द्वारा, मोल्ड द्रव्यमान मोल्ड की गुहा में बहता है। इसकी पतली दीवारें ठंडे पानी से घिरी हुई हैं। शीतलन किनारों से केंद्र की ओर बढ़ता है। पिघल का प्रत्यावर्तन एक निश्चित अवधि के लिए होता है। फिर दबाव सामान्य हो जाता है, और अतिरिक्त मोल्डिंग द्रव्यमान अवशेष दीवारों के नीचे बह जाते हैं।

ठंडा होने के बाद संकोचन के कारण, उत्पाद को मोल्ड से निकालना आसान होता है। स्वचालन के कारण, मोल्ड एक सेकंड के एक अंश में पिघल से भर जाता है, जो विनिर्माण भागों के लिए समय को काफी कम कर देता है और इस कास्टिंग विधि का निस्संदेह लाभ है। इस्तेमाल की जाने वाली कास्टिंग विधि के बावजूद, कांस्य और पीतल के उत्पादों के निर्माण में सुरक्षा सावधानी बरतनी चाहिए।
- काम करते समय, उपयोग करें सुरक्षात्मक चश्माअपनी आंखों को पिघले हुए पदार्थ और वाष्प को टपकने से बचाने के लिए।
- गतिविधि शुरू करने से पहले, दस्तानों पर रखो विशेष गर्मी प्रतिरोधी सामग्री से।
- कमरा अच्छी तरह हवादार और हवादार होना चाहिएचूंकि इन मिश्र धातुओं के पिघलने के दौरान मनुष्यों के लिए हानिकारक गैसें निकलती हैं।
- अनुमति नहीं दी जानी चाहिए हीटिंग उपकरणों के साथ ज्वलनशील पदार्थों और तरल पदार्थों का संपर्क।
- जरुरत प्रक्रिया प्रौद्योगिकी का सख्ती से पालन करें। चूंकि यह उत्पादन काफी दर्दनाक है।


कांस्य की मूर्तियां कैसे बनाई जाती हैं, यह जानने के लिए निम्न वीडियो देखें।








